








Werkstoff & Fachwissen
Duroplaste: Herstellung und Verarbeitung
Duroplaste werden als Formmassen compoundiert — rieselfähige Massen auf Walzenknetern oder Extrudern, nichtrieselfähige wie BMC (Bulk Molding Compound) im Rührwerk — und anschließend in vier Urformverfahren zum Bauteil verarbeitet: Spritzgießen, Spritzprägen, Spritzpressen und Formpressen. In allen vier Verfahren härtet die Masse im heißen Werkzeug irreversibel aus. Für die Großserie ist das Spritzgießen das Leitverfahren mit der höchsten Serienleistung. Baumgarten verarbeitet Duroplaste seit über 60 Jahren zu Präzisionsbauteilen.
01 · Herstellung
Wie werden Duroplaste hergestellt?
Duroplaste lassen sich durch Strahlung, Wärme oder chemische Zusätze aushärten. In der industriellen Praxis beginnt der Weg zum Bauteil bei der Compoundierung: Der Materialhersteller vermischt die Komponenten zu einer definierten, verarbeitbaren Formmasse. Rieselfähige Duroplaste entstehen meist auf Walzenknetern oder Extruderanlagen; dabei wird neben dem Vermischen auch die Vernetzung des Compounds gestartet. Nichtrieselfähige Massen wie Feuchtpolyester (BMC) werden im Rührwerk zu einer homogenen Masse gemischt.
Die Besonderheit der Werkstoffklasse liegt in der Aushärtung: Während der Verarbeitung verketten sich die Kettenmoleküle dreidimensional und irreversibel. Diese Vernetzung erzeugt eine starre Molekülstruktur, aus der die mechanischen, thermischen, chemischen und elektrischen Eigenschaften der Duroplaste entstehen — der wesentliche Unterschied zu Thermoplasten. Begriffe und Herstellverfahren der Massen vertieft die Duroplast-Definition; alle Eigenschaften mit Kennwerten bündelt der Überblick Werkstoff Duroplast.
Für die Formgebung kennt die Duroplast-Verarbeitung im Kern vier Urformverfahren: Spritzgießen, Spritzprägen, Spritzpressen und Formpressen. Die folgenden Abschnitte erklären jedes Verfahren mit Prinzip, Parametern und typischen Einsatzfeldern.
02 · Spritzgießen
Duroplast-Spritzgießen (Injection Molding)
Beim Duroplast-Spritzgießen dosiert eine Förderschnecke die rieselfähige Formmasse im mäßig temperierten Zylinder auf, bis sie pastös ist, und spritzt sie durch eine Schneckendüse in das heiße Spritzgießwerkzeug. Dort wird das Bauteil ausgeformt und vernetzt chemisch — irreversibel.
Designfreiheit und Prozess
Die Designfreiheit ist hoch: Hinterschnitte und komplexere Bauteilelemente lassen sich mit Schiebertechnologie anformen, Wanddicken bis etwa 50 mm sind ohne Einfallstellen realisierbar. Die Förderschnecke bringt das Material mit bis zu 2.500 bar ins Werkzeug ein; Epoxidharz-Formmassen kommen mit deutlich niedrigeren Spritzdrücken aus. Das Werkzeug hält je nach Formmasse 150 bis 190 °C — im gesamten Duroplast-Bereich reichen die Härtungstemperaturen von 130 bis 250 °C. Der fertig vernetzte Spritzling wird noch heiß entformt; bei komplexen Geometrien und hohen Qualitätsanforderungen übernimmt ein Roboter die Entnahme, vermeidet Beschädigungen und legt die Bauteile definiert für die Weiterverwendung ab.
Zykluszeit und Materialkosten
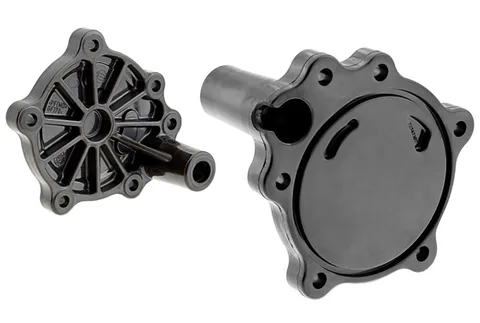
An die Stelle der Kühlzeit tritt die Härtezeit: Vor allem bei Wanddicken über 4 mm verlangen Duroplaste längere Zyklus- und Prozesszeiten als Thermoplaste. Dafür fallen die Materialkosten vergleichsweise deutlich günstiger aus. Genutzt wird das Verfahren beispielsweise für Pkw-Reflektoren und Kühlmittelpumpen-Gehäuse; weitere Einsatzfelder zeigt die Seite Anwendung Duroplast. Und weil das Spritzaggregat die Masse homogen aufbereitet, ist das Spritzgießen das am weitesten automatisierbare der vier Verfahren — die Grundlage für den Großserienbetrieb.
03 · Spritzprägen
Spritzprägen: Spritzgießen mit Prägehub
Spritzprägen kombiniert Spritzgießen und Prägen: Die Formmasse wird in eine um einen Prägespalt vergrößerte Kavität eingespritzt; noch bevor sie vollständig gefüllt ist, schließt das Werkzeug den Spalt und formt das Bauteil über den Prägehub fertig aus.
Das aus dem Spritzgießen weiterentwickelte Verfahren spielt seine Vorteile vor allem bei sehr großen Bauteilen aus und wird auch für Thermoplaste genutzt. Der Prägehub sorgt für gleichmäßigen Schwindungsausgleich und verringerte Eigenspannungen; beim Vollprägen entfällt das Nachdruckverfahren komplett. Für Duroplaste besonders relevant: Die Füllstoffe lassen sich ungerichtet in allen drei Raumachsen verteilen, die Wärmeausdehnung des Bauteils wird dadurch deutlich gleichmäßiger. So erzielt das Spritzprägen hohe mechanische Festigkeiten und eine andere, oft benötigte dimensionelle Ausprägung als das Spritzgießen.
In der Praxis wird BMC häufig im Spritzpräge-Verfahren verarbeitet. Gezieltes Auswerfer- oder Kernzugprägen vermeidet dabei Bindenähte, denn aufeinandertreffende Fließfronten verbinden sich bei BMC schlecht. Wie wir das Material in Großserie verarbeiten, zeigt die Seite BMC-Spritzguss.
04 · Spritzpressen
Spritzpressen (Transfer Molding): schonend zu empfindlichen Bauteilen
Beim Spritzpressen, englisch Transfer Molding, wird eine vorplastifizierte, vortemperierte Materialportion in eine Vorkammer eingelegt: die Transferkammer. Ein Kolben drückt die Masse von dort durch Kanäle in die geschlossene, heiße Kavität.
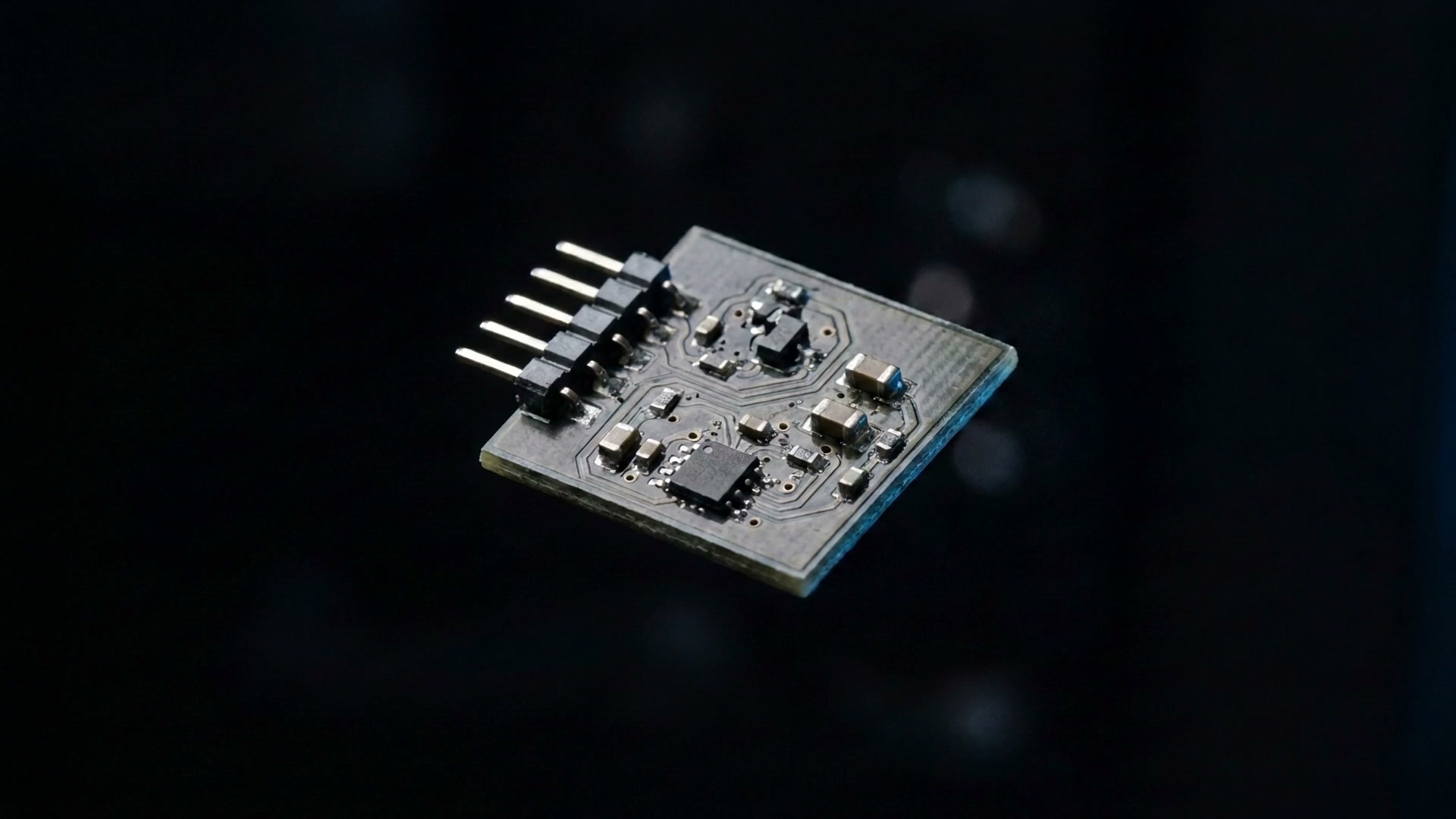
Das Verfahren verbindet Vorteile des Spritzgießens mit denen des Formpressens. Es braucht eine gut fließende Masse, kommt aber mit wenig Spritzdruck aus — und genau das macht es zur ersten Wahl für empfindliche Bauteile, etwa um Elektronik mediendicht zu ummanteln. Auch reaktive Duroplaste und Spezialanwendungen werden im Spritzpressen verarbeitet; sehr spezielle duroplastische Formmassen ermöglichen eine hohe Individualisierung, und bei flächigen Bauteilen bietet sich das Verfahren ebenfalls an.
Die Materialportionen werden oft in einem Extruder vorplastifiziert; bei Epoxidharz-Formmassen ist auch die Tablettierung mit Hochfrequenz-Vorwärmung üblich. Der Materialrest, der im Transferkolben und in den Kanälen zurückbleibt, ist allerdings vernetzter Abfall — ein Punkt, der in die Wirtschaftlichkeitsbetrachtung gehört.
Wie mediendichtes Umspritzen von Sensoren, Steckerpins und Elektronik in der Serie funktioniert, zeigt die Leistungsseite Duroplast-Umspritzung.
05 · Formpressen
Formpressen (Compression Molding): Druck auf die offene Form
Beim Formpressen wird eine vordosierte Charge — vorgewärmter Kunststoff, bei rieselfähigen Duroplasten oft in Tablettenform — in die offene, beheizte Pressform gegeben. Die Presse schließt, die Masse fließt unter Druck aus und vernetzt bei exakt definiertem Druck und definierter Temperatur.
Befüllt wird meist von oben; beim Schließen berührt die Form den Werkstoff von allen Seiten. In der Herstellung von Verbundwerkstoffen ist das Formpressen heute eine gängige Methode. Auch Elastomere, ebenfalls vernetzende Kunststoffe, werden so verarbeitet.
Das Ergebnis sind Produkte mit hoher mechanischer Festigkeit: Weil keine Schnecke das Material aufbereitet, bleiben Fasern unbeschädigt. Die Geometrie ist meist weniger komplex, da in der Regel keine aufwendigen Spritzgießwerkzeuge mit Schiebertechnologie zum Einsatz kommen. Dafür ist der Werkzeuginvest niedriger, was das Verfahren für große, flächige Teile und für kleine bis mittlere Serien attraktiv macht. Die Zykluszeiten liegen im Minutenbereich; Entgraten gehört zur üblichen Nacharbeit.
06 · Verfahrensvergleich
Welches Verfahren passt zu welchem Bauteil?
Die Verfahrenswahl folgt dem Bauteil: Geometrie, Wanddicke, Einlegeteile, Stückzahl und Werkzeugbudget entscheiden. Die Tabelle fasst die vier Verfahren zusammen.
| Kriterium | Spritzgießen | Spritzprägen | Spritzpressen | Formpressen |
|---|---|---|---|---|
| Massetemperatur | kalt bis temperiert, 20–110 °C | wie Spritzgießen | vorgewärmte Portion in der Vorkammer | vordosierte Charge in der offenen Form |
| Werkzeug | heiß, üblich 150–190 °C | heiß, mit Prägehub | heiß, geschlossen | heiß, offen → geschlossen |
| Druckniveau | hoch (bis 2.500 bar; EP deutlich niedriger) | mittel | niedrig | niedrig |
| Geometriefreiheit | sehr hoch (Schiebertechnologie) | hoch | mittel | begrenzt |
| Eigenspannungen / Verzug | mittel | sehr gering | gering | gering |
| Einlegeteile / Elektronik | gut | gut | sehr gut | begrenzt |
| Serienleistung | sehr hoch, vollautomatisch | hoch | mittel | klein bis mittel |
| Werkzeuginvest | hoch | hoch | mittel | niedrig |
Qualitative Einstufungen und Parameter-Bereiche aus Fachliteratur und Hersteller-Datenblättern (u. a. maschinenbau-wissen.de, KraussMaffei-Sonderdruck der K-Zeitung, Duresco), recherchiert 07/2026. Angaben sind werkstoffabhängige Richtwerte, keine Bauteilspezifikation.
Als Faustregel gilt: Das Spritzgießen ist horizontal ausgerichtet und eignet sich für Bauteile mit komplexeren Geometrien; dicke oder großflächige Teile sowie duroplastische Verbundstoffe werden oftmals gepresst, denn Pressen ist ein reines Vertikalverfahren. Dazu kommt die Materialaufbereitung: Beim Pressen ist sie aufwendiger, eine ausreichende Homogenisierung des Materials bleibt dort eine Herausforderung. Beim Spritzgießen übernimmt das Spritzaggregat die homogene, gleichmäßige Aufbereitung des Rohmaterials und hält es für jeden Produktionszyklus gleichmäßig bereit.
Prinzip-Umkehrung
Kalte Masse, heißes Werkzeug: Duroplast härtet im 150–190 °C heißen Werkzeug irreversibel aus und wird heiß entformt.
07 · Baumgarten

Mehr als 60 Jahre Erfahrung in der Duroplast-Verarbeitung
Als langjähriger Spezialist für die Verarbeitung verschiedenster Duromere und die Herstellung komplexer duroplastischer Präzisionsbauteile wissen wir um die Feinheiten der einzelnen Prozesse. Die Verfahrensauswahl treffen wir je Auftrag und Bauteil, abgestimmt auf Ihre Anforderungen und mit Blick auf die effizienteste Vorgehensweise.
Zu unseren Leistungen gehören die duroplastgerechte Konstruktion, die Herstellung von Prototypen und die Fertigung großer Serien. Wie unsere Großserienfertigung im Spritzgießen arbeitet — Maschinenpark, eigener Werkzeugbau, Prozess bis zum SOP — zeigt die Leistungsseite Duroplast-Spritzguss in Großserie.
Haben Sie konkrete Fragen zur Herstellung und Verarbeitung von Duroplast, zu möglichen Eigenschaften oder zu den verwendeten Kunststoffen? Unsere Ansprechpartner beraten Sie direkt, mit Durchwahl statt Warteschleife.
08 · Häufige Fragen
Herstellung und Verarbeitung: häufige Fragen
Wie werden Duroplaste hergestellt?
Duroplastische Formmassen entstehen durch Compoundieren: Rieselfähige Massen werden meist auf Walzenknetern oder Extruderanlagen vermischt; dabei wird die Vernetzung des Compounds bereits gestartet. Nichtrieselfähige Massen wie Feuchtpolyester (BMC) entstehen im Rührwerk als homogene, verarbeitbare Masse. Zum fertigen Bauteil härtet die Formmasse erst in der Verarbeitung aus: Die Kettenmoleküle vernetzen dreidimensional und irreversibel. Aus dieser starren Molekülstruktur entstehen die mechanischen, thermischen, chemischen und elektrischen Eigenschaften der Duroplaste.
Welche Verfahren gibt es für die Duroplast-Verarbeitung?
Vier Urformverfahren decken die Duroplast-Verarbeitung ab: Spritzgießen (höchste Serienleistung und Geometriefreiheit), Spritzprägen (Prägehub für gleichmäßige Füllstoffverteilung und geringe Eigenspannungen), Spritzpressen (niedrige Drücke, schonend zu Einlegeteilen) und Formpressen (vordosierte Charge in der offenen Pressform, günstiger Werkzeuginvest). Für die Großserie ist das Spritzgießen das Leitverfahren, weil es sich vollständig automatisieren lässt.
Was ist der Unterschied zwischen Spritzgießen und Spritzpressen?
Beim Spritzgießen bereitet das Spritzaggregat die Formmasse homogen auf und spritzt sie mit hohem Druck durch eine Schneckendüse in das heiße Werkzeug. Beim Spritzpressen wird eine vordosierte, vorgewärmte Materialportion in eine Transferkammer eingelegt und mit einem Kolben bei deutlich niedrigerem Druck in die geschlossene Kavität gedrückt. Spritzgießen eignet sich für komplexe Geometrien und hohe Stückzahlen, Spritzpressen für empfindliche Bauteile, etwa das mediendichte Ummanteln von Elektronik.
Warum ist das Werkzeug beim Duroplast-Spritzgießen heiß?
Weil die Vernetzung Wärme braucht: Die Formmasse wird im Zylinder nur mäßig temperiert, je nach Material auf 20 bis 110 °C, und härtet erst im 150 bis 190 °C heißen Werkzeug chemisch aus. Das ist die Umkehrung des Thermoplast-Spritzgießens, bei dem heiße Schmelze in einem kühlen Werkzeug erstarrt. Der fertig vernetzte Spritzling kann noch im heißen Zustand entformt werden; eine Abkühlphase im Werkzeug entfällt.
Sind die Zykluszeiten bei Duroplasten länger als bei Thermoplasten?
Tendenziell ja: An die Stelle der Kühlzeit tritt die Härtezeit, und vor allem bei Wanddicken über 4 mm verlangen Duroplaste längere Zyklus- und Prozesszeiten als Thermoplaste. Dafür fallen die Materialkosten vergleichsweise deutlich günstiger aus, und Wanddicken bis etwa 50 mm lassen sich ohne Einfallstellen realisieren. Welcher Werkstoff insgesamt passt, klärt der Thermoplast-Duroplast-Vergleich.
Zuletzt aktualisiert: 10.07.2026
Welches Verfahren passt zu Ihrem Bauteil?
Schicken Sie uns Zeichnung oder Anforderungen. Wir prüfen Geometrie, Material und Stückzahl — und sagen Ihnen ehrlich, welches Verfahren wirtschaftlich trägt.