Umspritzung (englisch: Overmolding) bündelt mehrere Aufgaben in einem Prozessschritt: Kontakte einbetten, Messtechnik kapseln, Baugruppen umhüllen, Wicklungen fixieren. Einen breiteren Blick auf die Einsatzgebiete des Werkstoffs gibt die Wissensseite Anwendung Duroplast.
Insert-Umspritzung: Steckerpins und Buchsen
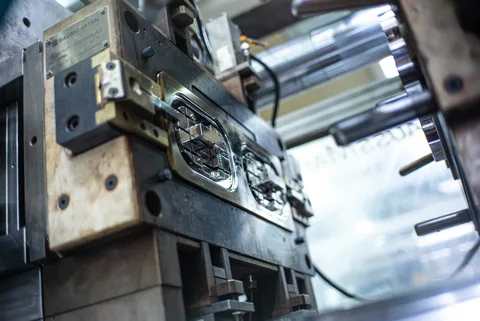
Metallische Einlegeteile wie Steckerpins und Buchsen mit Formmasse zu umschließen ist bei Baumgarten Tagesgeschäft: Hybridbauteile laufen hier in Großserie, vollautomatisch gefertigt und im Prozess überwacht. Kontakt und Gehäuse bilden nach dem Schuss eine untrennbare, mediendichte Einheit, wie sie Stecksysteme in der Elektroindustrie verlangen.
Der Werkstoff spielt dabei einen stillen Vorteil aus: Duroplaste dehnen sich unter Temperatur ähnlich aus wie Aluminium und Kupfer. Thermische Spannungen zwischen Metall und Kunststoff bleiben gering, der Verbund bleibt über Temperaturwechsel dicht. Das gilt für einzelne Pins ebenso wie für Buchsen, Einleger und Stromschienen.
Sensorumspritzung
Bei der Sensorumspritzung wird das Sensorelement samt Kontaktierung direkt mit duroplastischer Formmasse umschlossen; Gehäuse, Fixierung und Abdichtung entstehen in einem Arbeitsgang.
Duroplast eignet sich dafür doppelt: Die geringen Fülldrücke und moderaten Massetemperaturen schonen das Messelement, die ausgehärtete Masse schirmt es dauerhaft gegen Öle, Laugen und andere aggressive Medien ab. Die Fachpresse dokumentiert das Anwendungsspektrum vom klassischen Sensor über Radar- und Lidar-Komponenten bis zur Magnetfixierung, teils mit Temperaturanforderungen über 180 °C. Sensorumspritzung zählt zu den Anwendungsfeldern, die Baumgarten für E-Mobility und Automotive fertigt.
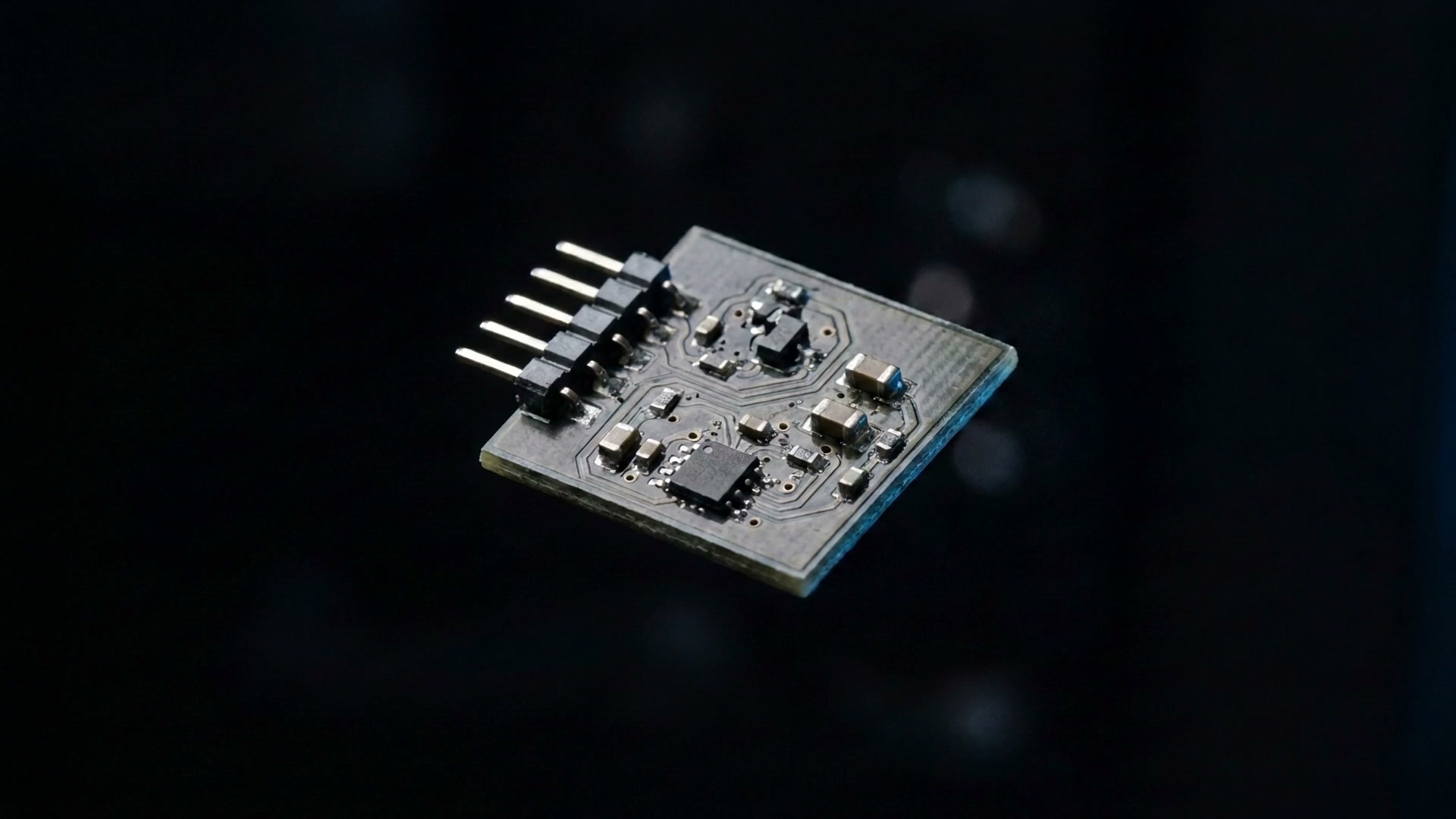
Elektronikumhüllung
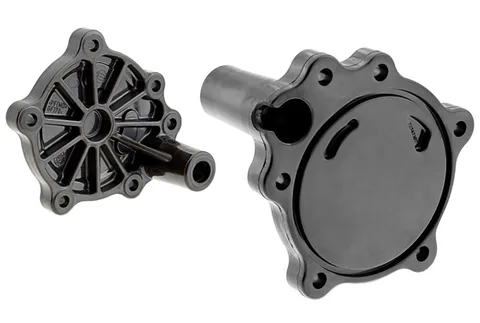
Elektronikumhüllung kapselt komplette Baugruppen in duroplastischer Formmasse: Steuer- und Leistungselektronik, sensible Elemente in Pumpen und Aggregaten, Kapselungen und Abschottungen für E-Speicher. Die Hülle isoliert elektrisch, hält Medien fern und bleibt auch unter Dauertemperatur formstabil.
Über die Füllstoffwahl wird die Umhüllung thermisch leitend oder isolierend ausgelegt; wärmeleitfähige Epoxid-Compounds erreichen mit Standard-Füllstoffen über 2, als Spezialtypen rund 10 W/(m·K) bei voller elektrischer Isolation. Verlustwärme wird abgeführt, statt sich zu stauen — die Umspritzung schützt Elektronik vor dem „Hitzetod", statt ihn zu beschleunigen.
Statorumspritzung
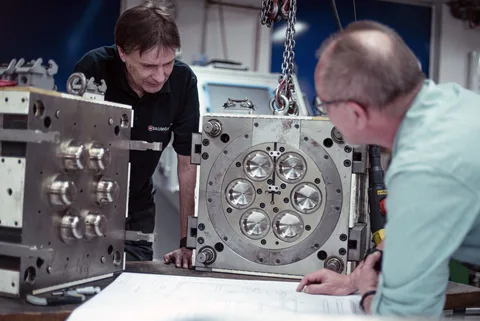
Bei der Statorumspritzung werden die Kupferwicklungen eines Elektromotors mit duroplastischer Formmasse ummantelt. Die Masse fixiert und imprägniert die Wicklung, isoliert elektrisch und schützt vor Fliehkraft und Vibration; dokumentiert ist das für E-Motoren mit Drehzahlen bis 30 000 U/min.
Wärmeleitfähige Epoxid-Formmassen führen die Verlustwärme direkt an der Wicklung ab. Dass der Ansatz großserienfähig ist, zeigt ein Projekt von Fraunhofer ICT und KIT: Beim direktgekühlten E-Motor wurde der Stator aus zwölf Einzelzähnen im Transferverfahren mit wärmeleitfähiger Epoxid-Formmasse umspritzt, das Strukturgehäuse entsteht aus spritzgegossenem Phenolharz. Statorumspritzungen gehören zu den Anwendungen, die Baumgarten für die Elektroindustrie fertigt, ebenso wie Motor-Pumpen-Einheiten.
Leiterplatten-Umspritzung (PCB) realisieren wir auf Anfrage. Sprechen Sie uns mit Ihrem konkreten Aufbau an.